2014.01.21
实现成型工厂「财富增长2倍、资源消耗减半」 (4) --- 适形·冷却·水路
4.适形·冷却·水路
就像上回记事所述,在上次的记事中阐述了实现factor4的10个方向,并介绍了有代表性的几种解决方案。
本次,将介绍适形·冷却·水路。适形·冷却·水路为沿着成型品表面形状的模具内部冷却水管。因为成型品的表面一般都是3维形状,那么沿着形状的水管也就是3维冷却水路。下图为适形·冷却·水路的一个示意案例。
这样复杂的冷却水管,用通常的加工方法是无法实现的。加工带有适形·冷却·水路的模具,需要金属光造型复合加工(切削加工复合化的金属3D打印)才能实现。关于这种模具加工方法,请浏览下面以前的记事。
“Dramatic Advancement of Milling-Combined Metal Laser Sintering Technology and its Operational Enhancement”(1)
“Dramatic Advancement of Milling-Combined Metal Laser Sintering Technology and its Operational Enhancement” (2)
“Dramatic Advancement of Milling-Combined Metal Laser Sintering Technology and its Operational Enhancement” (3)
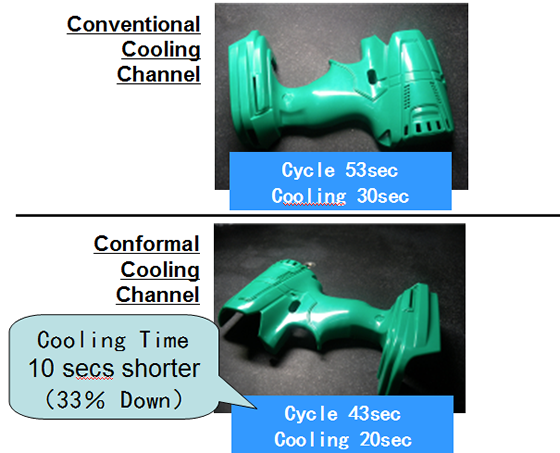
使用这种冷却水管冷却的场合,冷却时间将缩短33%。
现在,利用该复杂的冷却水路的成型工艺,通过Moldex 3D能在模具实际制作之前,就对实际所产生的效果进行预测。
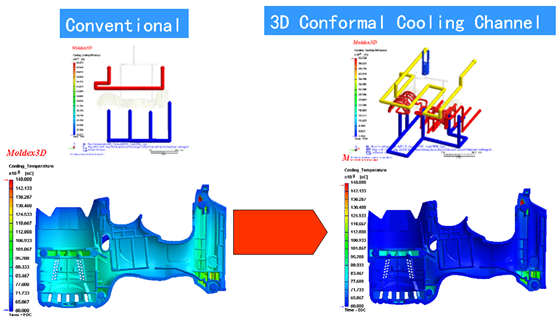
通过适形·冷却·水路并非仅仅使冷却时间缩短。另一个了不起的优点是,因为沿着成型品的形状均匀冷却,消除翘变等问题,使尺寸精度能有飞跃性的提高。
而且,在以后的记事中也将说到若和模具的急冷·急热技术组合使用的话,能消除熔接痕和收缩痕等,成为提高表面品质的技术手段加以运用。
未完待续。
- 缩短成型周期
- 提升表面品质・价值
- 提高尺寸精度

- 绿色成型技术交流协会
- 事务局长 松井 宏信